進水と進水記念絵葉書 & それから見える船の進化
A 船の進水作業について
造船資料保存委員会 藤村 洋
目次
- 1. 船の進水作業とはどういうものか
- 2. 進水作業のきびしさ戦艦武蔵の進水計画と進水工事
- 3. 日本で開発されたボール式進水
- 4. 進水式、命名式のいろいろ
1 船の進水作業とはどういうものか
筆者が神戸で造船の仕事に従事し始めたのは1953年(昭和28年)の5月頃のことである。
毎朝満員の国電から、はじけるように神戸駅のプラットフォームに飛び出すと、真っ先に目に入るのは 「KAWASAKI DOCKYARD」 と大きな字で書いてある川崎重工神戸造船所のガントリークレーンであった。 そのガントリークレーンの下には川崎重工の主力船台があった。
その頃、日本では旧海軍工廠を除いてすべての造船所(*末尾注参照)が船台で船を建造していた。
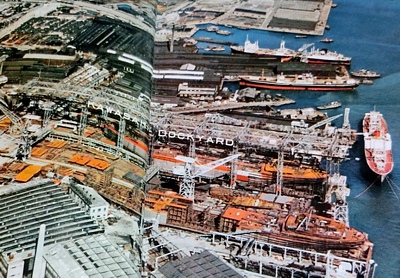 |
| 昭和30年代の川崎重工・神戸の 船台とガントリークレーン (川崎重工業株式会社社史より、見開き撮影のため一部変形) |
ここでいう船台とは海または川に向かって、一般には船の長さ方向に、斜めに傾斜した地面のことである。 この船台で船の「ドンガラ」すなわち船殻を建造して、水に浮かべられる状態になったら「進水」させて、艤装岸壁で艤装をして完成させるという方法で船を造っていた。
大雑把に言っていわゆる大手造船所では3~4基の船台を持っており、1基の船台で3~4ヶ月ピッチで船を建造していたから1造船所で年間10隻ほどの船を進水させていた。従って大阪湾岸のように造船所の多い海辺の街の人々にとっては船の進水式は比較的身近な行事であったと言える。
 |
| 三菱神戸の進水風景 (同所50年史より) |
しかし、昭和30年代の終わり頃から建造船舶の巨大化に伴って、地面を掘ったドックすなわち「乾ドック=Dry Dock」で船を建造する方式に転換する造船所が増えてきた。 昭和39年10月に当時のIHIが横浜に26万噸の建造能力をもつドックを新設したのを皮切りに、翌40年6月には三菱重工が長崎造船所本工場に30万噸ドックを、40年9月には日立が堺に40万噸を、というように続々と能力拡大を狙っての建造ドックの建設が進んだ。 さらに川崎重工は四国の坂出に、大阪の川筋造船所は遠く九州や中国地方に全くの新天地を求め建造能力の飛躍的増大を計るという状態になった。
ドック建造の場合は”進水”という作業はなく、水を入れて船を浮かべ、ドックから曳き出すという味気ない”作業”が行われるだけになってしまった。
この結果進水式が行われる機会はめっきり減り、大阪湾内を例に取れば、大型商船の進水式を行っているのは今や川崎重工・神戸の1船台だけになり、進水式というのは極めてまれな行事ということになってしまった。
さて、このようにやや”昔の技術”になってしまった進水であるが、しかし、まだ旧来の船台は瀬戸内沿岸などに多数残っているので、不要になった技術ではない。 では、一体進水作業とはどのような作業を含んでいるのであろうか。 箇条書きにすると以下のような作業である。 下記資料を参照しながら読んで頂きたい
0 進水計画立案、船体据え付け図、進水台配置図の作成
各船の船体形状、進水時の搭載予想重量、進水時の潮高などを考慮して行う進水計算に基づいて立案
(設計部所掌)
1 建造盤木の配置
建造中の船体は木(米松)の角材および丸太で支えられる。船体形状に従って配置する。
重量の載せ替えを考慮した特殊な盤木も設置する。
2 進水台の敷設(固定台、滑走台、ボール)
船台にしっかり固定される固定台、船にくっついて一緒に滑る滑走台、その間に入るボール(鋼球)などを進水準備として敷設する。
特に船首部、船尾部のように船体がやせている箇所の進水台は”前部、後部進水架“(Fore Poppet, Aft Poppet)という頑丈な構造で支える。
3 トリガーの設置
船を最後の瞬間まで支える”つめ”Trigger(トリガー)も進水台敷設と同時に設置。
4 潤滑剤の塗布
ボール式進水が発明されるまでは、獣脂(ヘット)+軟石鹸が滑らせるための潤滑剤であった。
この塗布のタイミングは難しかった。 ボールは何時入れてもOKで便利になった。
5 船殻重量の建造盤木から進水台への載せ替え
建造中船体の重量は盤木を経て船台に支えられているが、これをすべて進水台に載せ替える作業。
一般には進水式の直前まで順序を決めて次第に移して行き、最後は儀式として式の中で行う。
6 トリガー開放、進水、諸計測
進水式のハイライト、支綱切断によりトリガーが落ちて船は滑り始める。
進水に伴う必要なデータ(進水速度など)を採取するための計測が行われる。
7 船体の制動
川におろす場合など、前面の水面に制限がある場合など重い鎖などを引っぱらせてブレーキを掛ける。
8 滑走台、ボールなどの回収
船と一緒に海中に入っていった滑走台、こぼれ落ちたボールや、浮かび上がった獣脂などの回収を素早く行う。
2 進水作業のきびしさ
さて、以上は大きな船の場合の作業であるが、曳船などの小型の船の場合は船台にレールが敷いてあり、その上に載せたトロッコに船を載せて進水させる方法、もっと小さければ砂浜で作ってコロなどで転がしておろす、クレーンで吊っておろすなど様々な方法がある。
しかし、大きな船では船体の重量が大きくなるので上で述べたような慎重に工夫された設備を使って進水させる。 進水の途中では船台や船体に様々な力が掛かる、どんなことに対処しなければならないか、これも箇条書きにすると・・・
1 発進力
船を滑らせようとする力である。 船台はおよそ1/30位の傾斜を持たせてある。 従って摩擦抵抗が少なければ重力で自然に滑り出す。 しかし、長い時間荷重を受けたヘット進水台などの場合、粘着力などによる摩擦抵抗で滑り出さない場合がある、それに備えて進水台の前端部には油圧もしくは水圧で進水台を押し出すラムが置いてある。 ボールの場合はほとんど使用されることのない対策である。
2 Lift by the Sternによる船首部の集中荷重
船体が水中に入って行くにつれて一般には、船尾部が先に浮き上がって船は船首部だけで支えられるような状態で滑って行く、このとき船首部に大きな力が掛かる。 それを受ける船首部進水架には大きな船では数千噸もの荷重がかかる。 それをソフトに受けるために鋼製の鞍板と船体の間には厚い軟木材のクッションを入れる。 船台、固定台などもその部分は特別の補強を入れる。 またボール式の場合は配置するボールの密度も増やす。
3 Way End Pressureによる船台端部、船底に掛かる力
船台が十分長ければこの問題は起こらないが、短い船台の場合には十分浮力が付かない状態で船体が船台端を通過して片持梁の状態になる、これにより船台端に大きな力が掛かる。 反力として船底構造に大きな力が掛かる。
4 その他
進水中の復原力、船台を離れた後の横流れ、必要な制動力など様々なことについて計算や検討が必要である。
船の大きさに比べて船台が十分大きい場合には一般に上記の問題は起こらないが、反対に船台に比べて船が大きい場合、長い場合などには様々な難しい問題が起こる。 戦後、建造する船が次第に大きくなって行く過程では、各造船所の進水担当者は厳しい検討を迫られ、様々な工夫や新装置を開発してきた。
ここでは進水作業の厳しさを示す例として、戦争中の極端な事例であるが、世界最大の戦艦武蔵の進水についての当事者のご苦労を学会で発表された資料から引用して紹介する。
戦艦武蔵の進水計画と進水工事
造船資料保存委員会の収蔵品の中に、三菱長崎のご出身でのちに同社会長を勤められた古賀繁一氏の書かれた「古い思い出」と長崎造船所の外史ともいうべき「回想の百年」がある。 最近、この「古い思い出」に書かれている武蔵の進水に関する古賀氏の思い出と「回想の百年(中)」に記載されている濱田鉅氏の文章「第2船台に涙す」を読んだ。
長崎では、当時商船の進水に関しては現場が計画を立てるが軍艦に関しては設計がそれを行うことになっていた。 武蔵の進水が問題なく行えるかどうかについて、当時の海軍艦政本部から何度も長崎造船所に問い合わせがあった。 何故なら進水が出来ないならこの艦の発注は出来ないからである。 海軍工廠はドック建造が主体であり船台進水の経験が乏しかったから執拗に問い合わせを繰り返したのであろうと古賀元会長は述べておられる。
その問い合わせの矢面に立ったのが渡邊賢介工場長(当時)であった由。 その苦悩を見て部員一同は何が何でも成功させなければならないと思った。 そして検討を行う設計の計算係を補強すべく一旦他係に出ていた濱田鉅氏を計算係に引き戻して担当を命じた。 計算係は白井秀雄氏以下10数人の職場であったと濱田氏は述べている。 しかし、係全体ではなく濱田氏一人にその仕事を限定した、恐らく機密保持のためであろう。 濱田氏はそれを理不尽だと思ったとも述べておられる。
しかし、それから濱田氏の猛烈な勉強が始まった、進水までの830日の間に内外の軍艦商船233隻の進水文献を読み、進水見学報告など500ページ、図庫に保管されていた明治40年以来の学会誌・論文・雑誌など70種を参照し、1200枚の計画設計図を書き、70種の工事用図面を作成した。使用した用紙は6,200ページに及んだと書き残しておられる。 この苦心の結果、武蔵の進水は無事完了した。 最大秒速7.6m、進水重量35,553トン、ドラグ520トンを引いて予定通り183m進行して停止するという見事な進水であった、「人の心も洗うような進水の華麗さである」と述懐しておられる。
「その朝、日に輝きつつ靜かに港に浮かぶ武蔵は、私に向かってその手を振っているように思えた。急に廣くなった第2船台の海辺に立って私は、ただ、泣いた。 何時までも。」 と書き記して文章を終えておられる。
このように苦労した進水の計算、計測結果はすべて終戦で焼却され消えた。 それを甦らせて論文としてまとめられた。 この濱田論文は戦後すぐの昭和21年11月の造船協会講演会で発表されたと言われている。
論文集は探しても見つからなかったが、梗概が「造船協会雑纂付録“時報”第7号に掲載されているのを発見した、資料4 にそのコピーを示す。
この半年後の昭和22年5月の造船協会春期講演会で 「軍艦武蔵の進水工事」 と題して古賀繁一氏と大宮丈七氏によって同艦進水の現場サイドの記録が発表されている。 要点を以下に引用する。
武蔵進水工事の異常な労苦の要因は秘密保持など非技術的な問題を別にすれば、艦体の大きさ、重量の巨大さなどに起因するものが多かったと思われる。 それらはすべて進水要目に集約されて現れる。 また慎重な準備と対策のために長期に亘る作業が多かった、これらはすべてスケジュールに要約されていたと考えて良いであろう。
戦艦武蔵 進水主要目
| 滑走台重量 | 2,063トン |
| 滑走総重量 | 35,553トン |
| 進水後吃水(滑走台付着状態) | 前部 4.033m 後部 6.613m 平均 5.323m |
| 第1船渠潮高 | 24‘0“ |
| 固定台後端の水深 | 4.0m |
| 固定台の長さおよび幅 | 273.1 x 3.96m |
| 滑走台の長さおよび幅 | 213.1 x 3.96m |
| 滑走台の支圧面積 | 1,687.75㎡ |
| 滑走台平均支圧 | 21.1トン/㎡ (1字不明) |
| 前部垂線より滑走台前端までの距離 | 19.8m |
| 後部垂線より滑走台後端までの距離 | 11.1m |
| 滑走台前端より船体張り出し | 26.8m |
| 滑走台後端より船体張り出し | 23.1m |
| 固定台中心間隔 | 14.4m |
| キャンバー | 0.934m |
| トータルフォール | 10.64m |
| 固定台後端における最強平均圧力 | 3.92トン/平方フィート |
| 滑走台前端における最強圧力 | 7,870トン |
| ドロップ | 1.29m |
| キール勾配 | 30/1000 |
| 始動力 摩擦係数0.033 | 130トン |
| 始動力 摩擦係数0.018 | 788トン |
| 進水速度 | 7.6m/秒 |
| 船体滑走始め | 8時54分 |
| 船体停止 | 8時56分 |
滑走総重量の35,553トンは恐らく世界最大級であると思われるし、船尾浮揚時(Lift by the Stern)に船首部に掛かる力7,870トンも同様であると思われる。
(1934年のクインメリーが総重量36,700トン、船首部荷重8,479トンで双方とも世界最大)
(進水に関する諸準備)
固定台および滑走台製作については、進水前5カ年半より試作に着手し、米松長さ10m、18インチ角材を先ず小ブロックにはぎ合わせのちに所用幅に組み合わす方法をとった。 予定された材木は27,200石、進水2カ年半前から購入を始めた。
(進水工事に関する諸試験)
濱田論文に記載されている項目について述べておられるが、力点は物性の定かでない獣脂の長時間・大荷重下での性状、様々な気温の中での塗布試験、木材の乾燥による変形などの不確定要因の推定、気温、潮高などの自然現象の予測などである。 因みに進水時期の11月は獣脂性状が最も安定する時期ということで選ばれたという。
(進水準備工事の日程)
| 固定台および滑り台製作 | S14/5/B~S15/3/E | 進水1.5年前開始 |
| 鞍板、船尾滑り台、ガーダー製作 | S14/11/1~S15/4/M | 進水1年前開始 |
| 陸上固定台据え付け | S14/12/1~S15/5/E | 進水11ヶ月前開始 |
| 滑り台引き込み | S15/3/M~S15/8/E | 進水7.5ヶ月前開始 |
| 沈下台製作 | S15/3/1~S15/8/E | 進水8ヶ月前開始 |
| 鞍板現場取り付け | S15/4/M~S15/6/M | 進水6.5ヶ月前開始 |
| 水中台据え付け | S15/7/1~S15/9/M | 進水4ヶ月前開始 |
| 進水獣脂塗抹準備 | S15/8/1~S15/9/M | 進水3ヶ月前開始 |
| 進水台本組み立て(軸系工事含み) | S15/9/M~S15/10/M | 進水1.5ヶ月前開始 |
| ドラッグ装置 | S15/9/1~S15/10M | 進水2ヶ月前開始 |
| 進水式場 | S15/9/M~S15/10/20 | 進水1.5ヶ月前開始 |
| 船内支柱工事 | S14/7/1~S15/10/M | 進水1年4ヶ月前開始 |
| 進水 | S15/11/1 午前8時54分 | |
大型コンテナ船などの連続建造で、3ヶ月ピッチで進水させる今日の工事日程と比べることは意味がないが、ともかく極めて長期の緊張した雰囲気の中での工事であったと思われ、当事者たちのご苦労が偲ばれる。
(進水台、前後部進水架構造など)
資料5のスケッチに示すとおり、2基の進水台を使用し、固定台中心間距離は船体幅の1/2.7とし、滑走台全長は船体垂線間長さの87%とした。 固定台全体を陸上固定台、水際固定台、水中沈下台に区分し、水際部は干潮時を利用して据え付け、水中沈下台は陸上で組み立て、圧搾空気注排気装置付きのタンクにより沈下据え付けを行った。
進水台並びに前後部の進水架の構造は資料5に示すとおりである。 このスケッチはすべての資料が敗戦後焼却された中で記憶と残存資料により再現されたものであるため、設計部の濱田氏の記憶するところとは違っているという指摘が講演会討論の中で述べられているが、概略この様に巨大なものであったことは間違いないであろう。 これも今日の大型コンテナ船のごとく前後部がやせている大型船の進水台と比べると、さほど巨大とは思えないが、当時の条件を考えると、製作にご苦労が多かったであろうと思われる。
3 日本で開発されたボール式進水
さて、前述の戦艦武蔵の論文を見ても判るとおり、進水作業の内で最も扱いにくいものが固定台と滑走台の間にあって潤滑の役目を果たす獣脂+軟石鹸の潤滑剤である。 気温によって性状が変わることなど工事施工上苦労する原因であった。 これを何とかもっと安定したものに変えられないかというのは進水工事関係者の等しく望むところであったが、戦後の日本で見事にこの難問を解決する新方式が開発された。 それがボール式進水である。
このボール式進水方式は三菱・横浜の平尾廣治氏によって考案され、同所建造の佐渡汽船向け「こがね丸」の進水(昭和22年12月25日)においてはじめて実用されたものである。 同じ三菱系で、この方式に大きな関心を持っていた神戸造船所では「横浜での装置の大型化の段階(昭和25年春の貨物船「SAKURA」など3隻の成功)から、造船部鉄工場外業係長・中村泰三氏をしばしば横浜に出張させて勉強してもらい、その間装置を神戸造船所流に一部設計変更し、昭和25年9月30日、大阪商船の「あめりか丸」を無事進水させた。 これがボール方式による大型船進水の第2弾となっている。」(田中正一氏著「船台虫夜話」より:進水日付など一部修正)
やり直しのきかない進水という作業に新方式を導入した当時の関係者の心労と決断は、大変なものであっただろうと、進水の仕事をしたことのある人間にはよく理解できる。
平尾広治氏の論文「ボール式進水装置について」は昭和23年4月の造船協会講演会で発表され、会報83号に記載されているのでその一部のコピーを資料3で紹介する。
三菱・神戸造船所では上記の「あめりか丸」以降すべての船の進水にこの方式を用いた。 船型が次第に大きくなっていく時代であったので、進水重量も重くなり、船型もタンカーのような肥大船から高速ライナーのようなやせ形船まで様々な船の進水に適合するように、保距具の形や付属物、1枚あたりの鋼球の数、材質など様々な工夫をして改良していった。 しかし、鋼球の直径は当初から 90mmで変わっていない。 最終段階の保距具の形状は資料2の通りである。
このボール式進水方式は、前記英文資料に依れば日本国特許No.177,500(もしくは177,530 プリント不鮮明)東日本重工業(株)所有という特許を取得している。 しかし、旧三菱重工業の各造船所は勿論、その他の造船所でも広く利用されていて、日本の船台進水作業の効率化に寄与している。
因みにこの英文資料には「戦後の日本では資材不足でヘットなどの入手が極めて困難であったのでこの保式を開発した・・」という説明になっている、当時の世相を反映した記述である。
さらにこのボール式進水用具は進水以外にも様々な用途があった。 改造船で古い船橋(ブリッジ)を新しい船体に載せ替えるときにクレーンで吊らずに、船橋構造壁の下部に桁を溶接しその下にこの進水用具一式を敷き込んで、ジャッキで船橋を持ち上げて進水台に乗せ、隣に横付けした新船体に移動させるなど、重量物の移動には便利な道具であった。
4 進水式、命名式のいろいろ
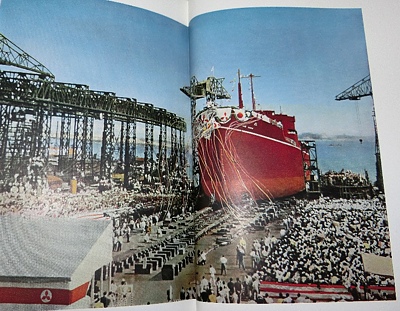
さて、前述の通り“進水”は言うなれば建造作業の一つに過ぎないが、一般には数千トン大きな場合は3万トンにも及ぶ巨大な構造物を僅か2,3分の間に滑らせる作業は様々な危険も伴うので技術的にも難しく、また見ていても感動を呼ぶような壮烈な作業である。
その様子はあたかも船が誕生する様にも似ているので、これを祝福し、かつ建造工事の無事完了と完成後のその船の航海の安全を願って荘重な式が行われるのが習わしとなってきた。 これを“進水式”(Launching Ceremony)と呼んでいる。 船には1隻宛名前を付けるのが習わしであるが、この命名(Christening)も進水式の中で行われるので命名・進水式と呼ぶ場合もある。
式は船主の国籍、宗教、希望などに従って様々な方式で行われるが、一般的には命名者(Sponsor)(女性が多い)による命名が行われたあと支え綱を斧により切断して船を滑らせる。 この時船首にシャンペン、清酒などのビンをぶつけて祝福する。 船が滑り始めると同時に船首に下げられた“くす玉”が割れ鳩や風船が舞い上がる。
この式には注文主である船主は勿論、完成後の“顧客”になる荷主、さらには建造に関わる船級協会、官海官庁などの関係者が式台の上に整列するが、その他に一般市民、造船所員の家族など多くの人が祝福に参加するのが通例になっている。
時にはこの写真のように著名な方が命名者になり、華やかな式が盛大に行われることもある。
 |
| 英国元首相サッチャー夫人による命名、支綱切断も (三菱神戸造船所100年史より) |
式は一般には無宗教で行われるが、時には船主の希望で宗教色が加わることもある。 インドのお客様の場合にはヒンズー教の神事が行われた。 船首の両側に卍のマークが描かれ椰子の実の液で祝福し、赤い紅でそれをなぞり、ガンジス川から持ってきた聖水で清めるという式が行われたこともある。
日本のある船主は地元の氏神様の神主を招いて船の前後左右でお祓いをして貰うという儀式をされた。
これらの神事が入る場合は別として、一般には次のような順序で式が進められる。
- 1 関係者壇上に起立、整列
- 2 命名者への花束贈呈
- 3 船主所属国の国歌、日本国歌演奏
- 4 命名者による命名
「本船をXXX丸と命名する」 同時に船首の船名を覆っている幕が上がる - 5 進水準備下令
最後の盤木を外し、重量を完全に進水台にうつす。
担当者は進水台周辺を確認。 - 6 進水準備完了を報告
担当者から式台上の指揮者へ報告指揮者から所長へ報告 - 7 命名者へ支綱切断を要請
命名者は切断テーブルへ、斧をとる - 8 命名者による支綱切断(斧による)
同時にトリガー水圧開放 - 9 進水
 |
| 見事に神戸港へと進水する大型コンテナ船 (三菱神戸造船所七十五年史より) |
進水式の参列者に対して“記念品”の一つとして“進水記念絵葉書”が配られる。 この絵葉書にはその船の完成予想画が描かれている他、簡単な要目表などが同封されている。
この詳細について2013年神戸大学海事博物館の企画展で展示が行われ、10月の市民セミナー第1日に硴崎貞雄氏によって解説がなされたのでその稿を参照されたい。
進水式が行われないドック建造方式の場合には一般に命名は完成・引き渡し時に行われていると思われる。
末尾注:
民間造船所でドック建造方式を採用した例外がある。 戦争末期から1949年まで操業した川南工業の香焼造船所である。 昭和造船史第1巻・第1部第3編「造船技術の発展」などによれば、建造能力は1万重量トン長さ146mが3基、10万重量トン長さ351mが1基という規模で、いずれも屋根で覆われ雨天でも工事可能にしたこと、10万トンドックは中央に仕切扉をおきその前後にA型戦時標準船を2隻宛並べるようにするなど斬新なアイディアで作られた造船所であった。 この造船所ならびにそこでの建造船については関係者の調査記録があるが、未完であるのは残念である。
戦前、ドック建造を行っていたのは呉海軍工廠の造船船渠と横須賀海軍工廠の第6号船渠であった。 また、呉海軍工廠では船台が3基、横須賀海軍工廠では船台2基+駆逐艦船台でも建造していた。
戦後、呉海軍工廠跡を借り受けたNBC社→呉造船は唯一の例外としてここの造船ドックで大型船の建造を始めた。
以上
参考文献
| 著者 | 書名 | 発行所 | 発行年月日 | |
|---|---|---|---|---|
| 1 | 川重社史編纂室 | 川崎重工業株式会社社史 | 川崎重工業(株) | 昭34.12.25 |
| 2 | 神戸造船所 50年史編纂委員会 |
新三菱神戸造船所50年史 | 新三菱重工業(株) 神戸造船所 |
昭32.5.1 |
| 3 | 神船75年史編集委員会 | 三菱神戸造船所75年史 | 三菱神戸造船所 | 昭56.11.25 |
| 4 | 神船100年史編纂委員会 | 三菱重工神戸造船所百年史 | 三菱重工業 神戸造船所 |
平17.12 |
| 5 | 古賀 繁一 | 古い思い出 | 非売品 | 平4.11.2 |
| 6 | 三菱重工業 長崎造船所 |
回想の百年 |
非売品 | 昭50.3.20 |
| 7 | 濱田 鉅 | 第47期年度秋期講演会 発表論文の梗概 「進水に関する研究」 |
造船協会 | 昭22.1 |
| 8 | 古賀繁一・大宮丈七 | 会報第79号 「軍艦武蔵の進水工事」 |
造船協会 | 昭23.12 |
| 9 | 平尾廣治 | 会報第83号 「ボール式進水について」 |
造船協会 | 昭26.2 |
| 10 | 鋼船工作法研究委員会 | 鋼船工作法基準 第7章 船台木工 | 造船協会 | 昭25.9.20 |
| 11 | 鋼船工作法研究委員会 | 鋼船工作法基準 第8章 進水 | 造船協会 | 昭25.9.20 |
| 12 | 東日本重工 横浜造船所 |
LAUNCHING BY STEEL BALLS | 青焼資料 | 昭26.1 |
| 13 | 造船協会 | 昭和造船史 第1巻 | 造船協会 | 昭52.10.30 |
